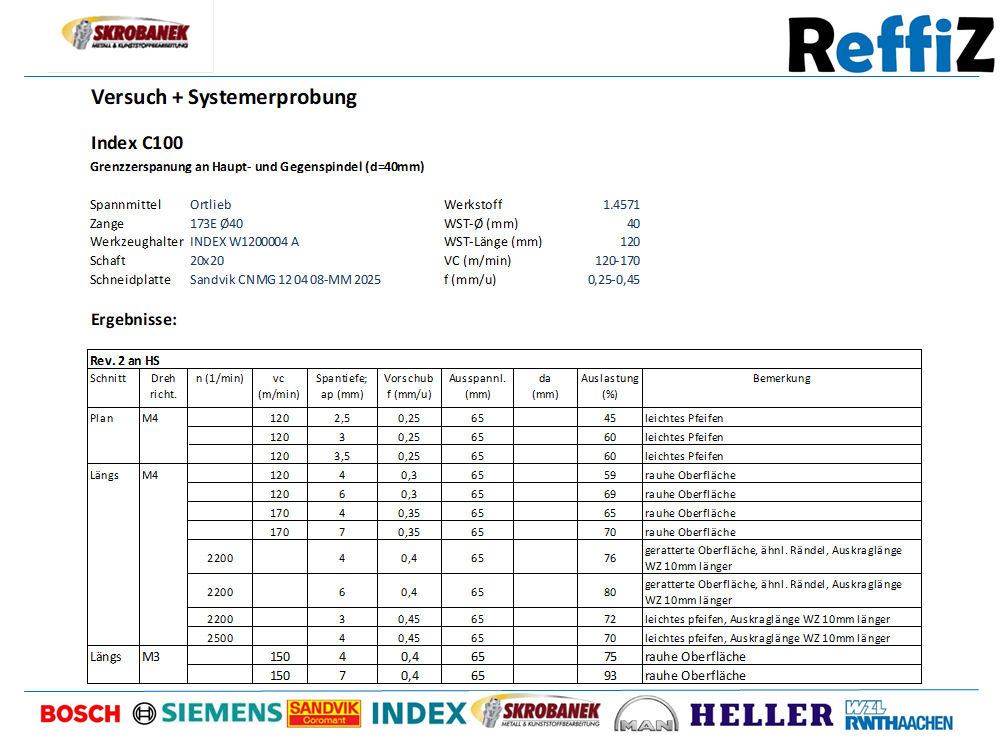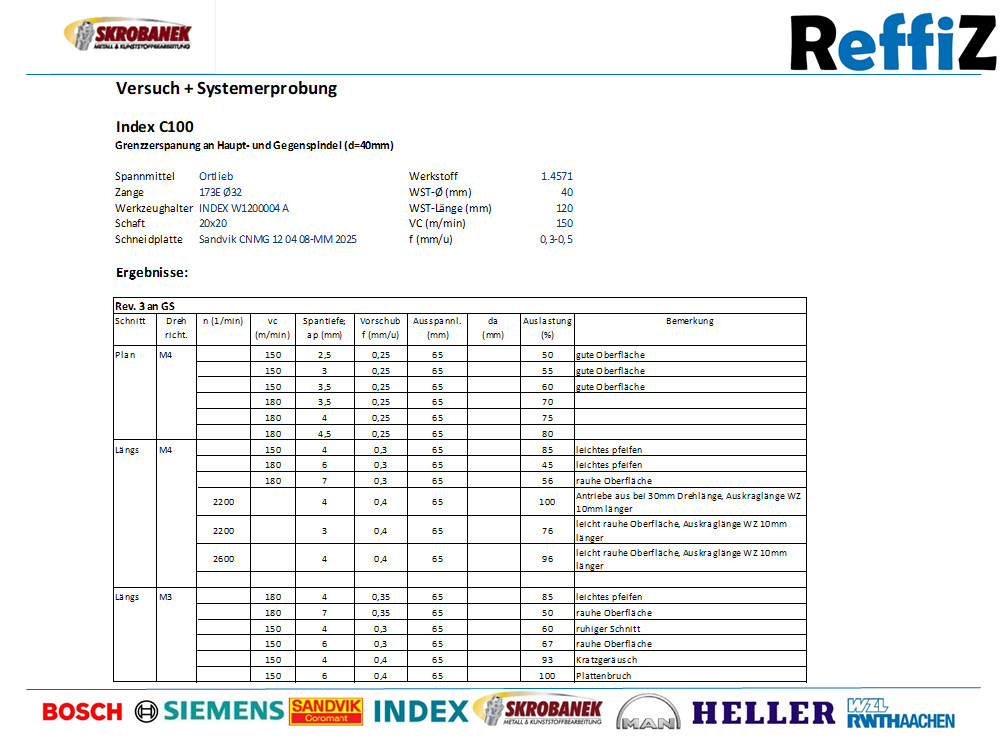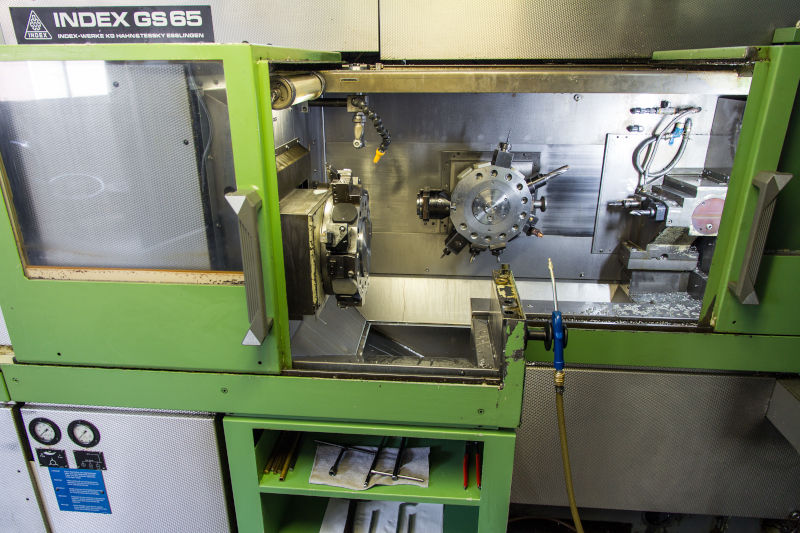



In der Fertigungsplanung bei Dreh- und Fräsprozessen, wird für eine Bearbeitungsaufgabe aus einer Vielzahl der möglichen Bearbeitungsstrategien eine wirtschaftlich sinnvolle Lösung identifiziert. Da bisher jedoch nicht zuverlässig vorherbestimmt werden kann, an welcher Stelle des Bearbeitungspfads unzulässige Schwingungen auftreten, werden oftmals viele Probeläufe an der realen Maschine benötigt, um die Bearbeitungsstrategie stufenweise zu optimieren.
Wesentliches Ziel des Projekts ReffiZ (Realisieung effizienter Zerspanung) war daher, dem Fertigungsplaner ein Software-Werkzeug bereitzustellen, mit dem zuverlässig vorherbestimmt werden kann, in welchem Maße die geplante Bearbeitungsstrategie mit störenden Schwingungen einhergeht. Mit Hilfe dieses Werkzeugs können Fehlversuche in der Prozessplanungsphase vermieden werden, so dass die Serienfertigung eher beginnen kann. Zugleich werden mit den vorab ermittelten optimalen Prozessparametern eine bessere Oberflächenqualität und eine schnellere Fertigung ermöglicht.
Wesentliche Ergebnisse des ReffiZ Projektes:
- Das schwingungstechnische Modell der Werkzeugmaschine wurde im ReffiZ-Projekt erweitert.
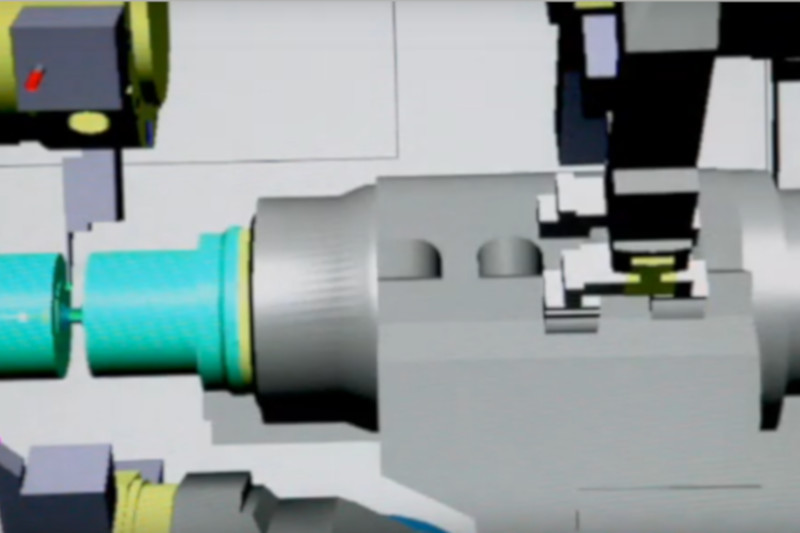
- Eine effiziente Durchdringungsrechnung für Dreh- und Fräsprozesse wurde realisiert.
- Die Zuverlässigkeit der Zerspankraftmodelle wurde gesteigert und ihre Parametrierung wurde vereinfacht.
- CAM-Programmiersysteme wurden prototypisch erweitert, um eine Aussage über die Antriebsauslastung und die Prozessstabilität zu erhalten.